










7 Principles and Application Instructions for Machining Methods of Cylindrical Gears
Publication time: 2020-03-04 Website: https://ptogearboxes.com Edit: EP
The principles and application descriptions of the 7 large cylindrical gear processing methods are as follows, including gear hobbing, gear shaping, gear grinding, gear shaving, gear milling, gear honing and gear drawing processing methods for your reference.
1. Gear hobbing
Processing principle: Generating method.
Processing equipment: gear hobbing machine.
Machining accuracy grade and tooth surface roughness: 7~8 accuracygear, Tooth surface roughness is 1.6~3.2.
Production efficiency: higher.
Application scope: processing medium-quality external cylindrical gears and turbines; single-piece and batch production.
2. Gear shaper
Processing principle: Generating method.
Processing equipment: gear shaper.
Machining accuracy grade and tooth surface roughness: 7~8 grade accuracy, tooth surface roughness 1.6~3.2.
Production efficiency: lower than gear hobbing.
Application range: processing medium-quality external cylindrical gears and multi-connected gears; single-piece and batch production.
3. Grinding teeth
Processing principle: forming method, generating method.

Processing equipment: gear grinding machine.
Machining accuracy grade and tooth surface roughness: 3~6 grade accuracy, tooth surface roughness 0.2~0.8.
Production efficiency: The forming method is lower than the forming method.
Application range: Finishing has been quenchedCylindrical gear.
4. Shaving teeth
Processing principle: Generating method.
Processing equipment: gear shaving machine.
Machining accuracy grade and tooth surface roughness: 7~8 grade accuracy, tooth surface roughness 0.4~0.8.
high productivity.
Application range: Finish machining of cylindrical gears without quenching.
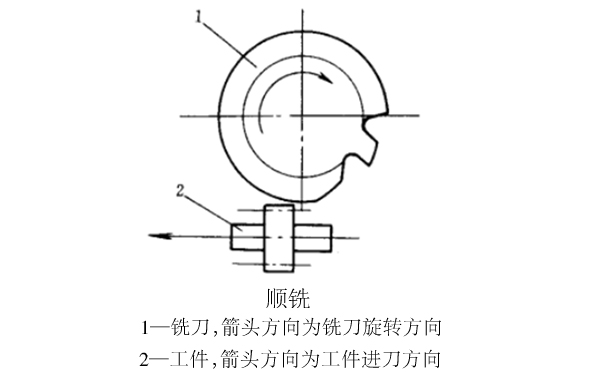
5. Milling teeth
Processing principle: forming method.
Processing equipment: ordinary milling machine.
Machining accuracy grade and tooth surface roughness: 9 grade accuracy, tooth surface roughness 3.2~6.3.
Production efficiency: lower than gear hobbing and gear shaping.
Application range: machining low-precision external cylindrical gears, turbines, bevel gears; single-piece repair and production.
6. Honing
Processing principle: Generating method.
Processing equipment: honing machine.
Machining accuracy grade and tooth surface roughness: little improvement, tooth surface roughness 0.4~0.8.
Production efficiency: very high.
Application scope: suitable for mass production; smoothing and finishing of hardened cylindrical gears.
7, pulling teeth
Processing principle: forming method.
Processing equipment: broaching machine.
Machining accuracy grade and tooth surface roughness: 7 grade accuracy, tooth surface roughness 0.4~1.6.
high productivity.
Application range: mass production of 7-level precisionInternal gear, Generally not used for external gear processing.
The above are the principles and application instructions of the 7 large cylindrical gear processing methods. If there are any deficiencies, please add them. If you have any unclear points or related requirements, you can click the consultation window on the right side of EP for free consultation.
<Previous article:The difference between gear grinding and gear grinding




![Oil pump gear [customized]](ptogearboxes/xiaoE/upload/file/img/2020/10/5f9a8130d4e57.jpg)


![Encoder gear [customized]](ptogearboxes/xiaoE/upload/file/img/2020/10/5f9a7c8ae4b27.jpg)