










5 major causes of gear hobbing profile errors
Publication time: 2020-05-21 Website: https://ptogearboxes.com Edit: EP
The 5 major causes of gear hobbing profile errors are explained as follows, for reference.
1. The gear blank is installed eccentrically
There is an error between the rotation center and the measurement center during tooth cutting, which causes regular errors in the tooth profile.
2. The radial runout or axial movement of the hob or cutter shaft, the blade deviates from the basic worm, and individual blades cut more
Especially when there are few gear hobbinggearIt is easy to produce.The following figure is a schematic diagram of the error caused by the radial and axial runout when hobbing and trimming the cycloid gear.

3. Hob tooth profile design and manufacturing error
4. Lead error or axial error occurs when the hob rake face is sharpened
Asymmetry of the tooth profile and tooth profile will occur, and the tooth profile curve will also produce errors.
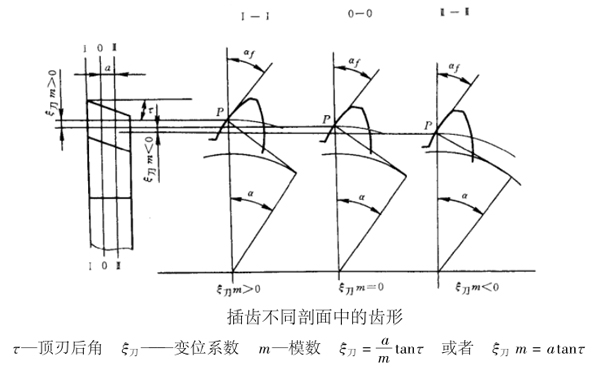
5. Non-radial errors in the sharpening of the rake face of the hob
For trimming cycloid gear hobs, the tooth profile has an error in the total tooth height. When the rake angle is positive, the tooth height will increase, otherwise it will be shortened as shown in the figure below.

For involute gear hobs, it mainly affects the tooth profile angle. When the rake angle appears positive, the tooth profile angle becomes smaller, and when the rake angle appears negative, the tooth profile angle becomes larger, as shown in the figure below.





![Oil pump gear [customized]](ptogearboxes/xiaoE/upload/file/img/2020/10/5f9a8130d4e57.jpg)


![Encoder gear [customized]](ptogearboxes/xiaoE/upload/file/img/2020/10/5f9a7c8ae4b27.jpg)