










Hobbing processing of small-modulus contour-tooth spur bevel gears (for reference)
Publication time: 2020-05-22 Website: https://ptogearboxes.com Edit: EP
The description of the hobbing processing of the small modulus contour tooth spur bevel gear is as follows for reference.
Using a forming hob to hob equal-height straight bevel gears is a very widely used method.The hob can be made into a single-head or double-head. The figure below is a schematic diagram of a double-head forming hob hobbing a bevel gear.

Tooth I, Ⅱ, Ⅲ, and Ⅳ cut the workpiece tooth profile 2 and 3 respectively.
Its movement relation is as follows:

Due to the different diameters of the large and small ends of the bevel gear, the tangential linear velocity of the large and small ends of the indexing circle is also different. When the tool moves from the large end to the small end, the linear velocity between the workpiece and the tool gradually decreases, and the formation becomes closer to the large end during cutting. The tooth gap becomes wider, so it meets the requirement of different tooth gap or tooth thickness at the large and small end of the bevel tooth.
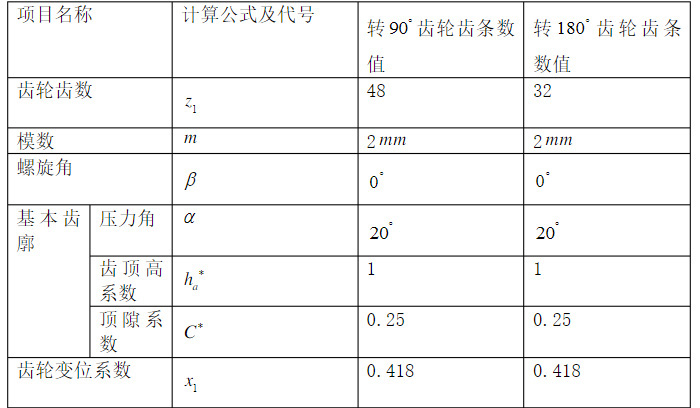
The left and right tooth profiles of the bevel gear are respectively cut out by two teeth on the same spiral line with a difference of 90° (double-end hob) and 180° (single-end hob). The tooth profile formed by the two main blades The curve is exactly on the index circle of the workpiece, and its center passes throughgearIn this way, the tooth thickness on the index circle of the cut gear can be guaranteed to meet the requirements.




![Oil pump gear [customized]](ptogearboxes/xiaoE/upload/file/img/2020/10/5f9a8130d4e57.jpg)


![Encoder gear [customized]](ptogearboxes/xiaoE/upload/file/img/2020/10/5f9a7c8ae4b27.jpg)