










Process Design of Double Gear Machining
Publication time: 2020-01-02 Website: https://ptogearboxes.com Edit: EP
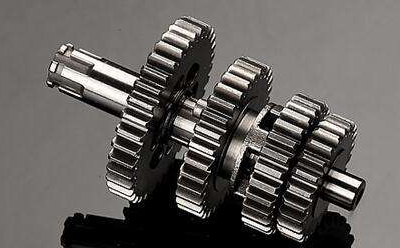
XNUMX. Duplex gear:
According to the number of ring gears, gears can be divided into single ring gears, double gears, triple gears and other multi-ring gears.Duplex gear is a product in which two gears are connected together. The actual product picture is as follows.

The dual gear in the gear train (transmission) is called the slip gear. Its function is to change the rotation speed or speed of the output shaft. In the gear box, there are slip gears and there can be multiple speeds or speeds. Without slip gears, there is only A rotational speed or speed.
XNUMX. The structure of the double gear:
Duplex gears are generally divided into two parts: a ring gear and a wheel body. Straight teeth/helical teeth can be cut out on the ring gear, and there are spline holes on the wheel body.
XNUMX. Design of double gear processing technology:

XNUMX. Technical requirements for the processing of duplex gears:
In order to ensure that the gears work properly and facilitateGear processing, The dimensional tolerance, position tolerance and surface roughness of the main surface of the gear must meet certain standards.
XNUMX. Machining technology of duplex gears:
Roughly go through the following stages: blank heat treatment-tooth blank processing-tooth profile processing-tooth end processing-tooth surface heat treatment-fine reference correction-tooth profile finishing and so on.
As shown in the design drawing, the double gear is produced in the middle batch; the material is 40Cr; the blank is forging; the two ends of the hole φ34 are chamfered at 15°, which must be turned to size during rough machining, and the fine turning allowance should be considered.
Otherwise, after the workpiece is set on the spline mandrel, the mandrel will be damaged or the end face will be turned unevenly when finishing the end face; because the positioning datum of the spline hole is floating during broaching, it is impossible to ensure that the hole and the outer circle are the same. Axial degree.
Therefore, when turning the gear blank, the circle and end face of the gear blank should be roughed first, leaving a fine turning allowance of 1~2mm. After the spline hole is broached, the spline mandrel is put on the spline mandrel and then each part is fine-turned to the size. Ensure the coaxiality between the hole and the outer circle, and the perpendicularity between the hole and the end face.
The above is the description of the duplex gear machining process design shared today, including but not limited to, more related questions can be consulted to EP for free.
<Previous article:40cr gear processing




![Oil pump gear [customized]](ptogearboxes/xiaoE/upload/file/img/2020/10/5f9a8130d4e57.jpg)


![Encoder gear [customized]](ptogearboxes/xiaoE/upload/file/img/2020/10/5f9a7c8ae4b27.jpg)